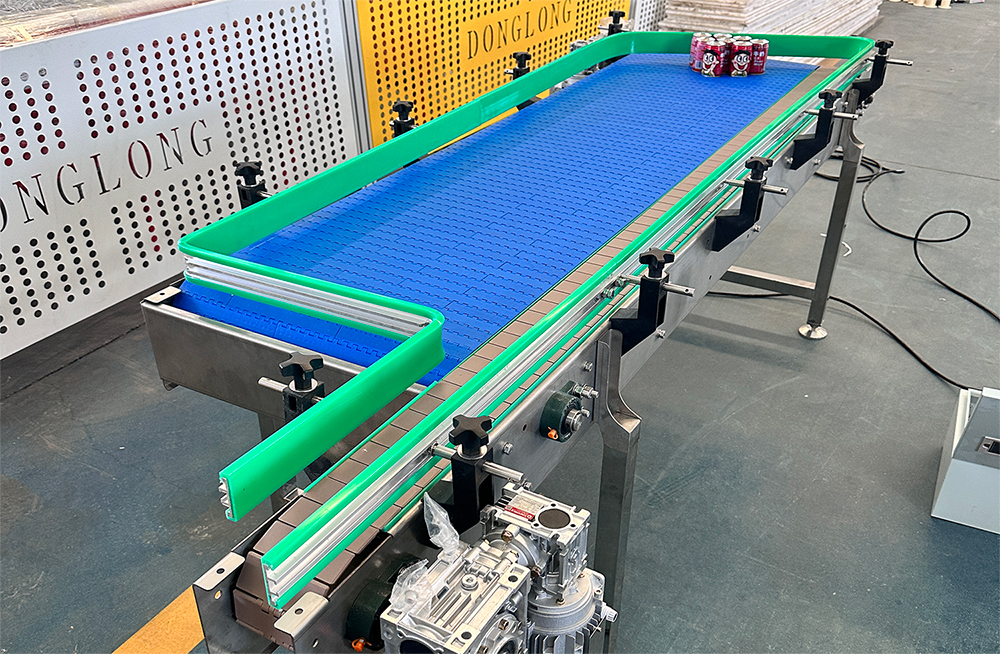
Modular Belt Conveying Equipment
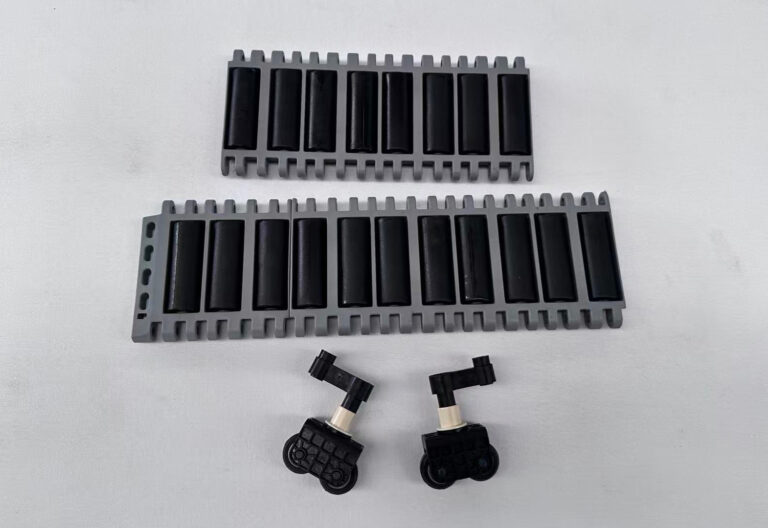
Modular belt conveying equipment is a type of automated conveying device with modular plastic belts as the core transmission component. It is widely used in food and beverage, pharmaceutical and daily chemical, fruit and vegetable processing, electronics, light industry and other industries for material handling, sorting, cleaning, sterilization and other processes. The core component, the plastic modular belt, is injection-molded using food-grade PP, POM or nylon materials. It supports customized structures including flat top, perforated, ribbed and rubber-coated anti-slip types to meet different conveying requirements.
Main Advantages
Eco-friendly and weather-resistant material
The modular belt is made of food-grade PP, POM or nylon, compliant with FDA standards. It is acid and alkali resistant, corrosion-proof, and suitable for food cleaning, sterilization, low-temperature freezing and other special working conditions. It is odorless and easy to clean, meeting clean production requirements in the pharmaceutical and daily chemical industries.
Flexible structure and high adaptability
Featuring an interlocking modular design, the belt can be customized in length and width as needed, and easily realizes horizontal conveying to fit compact production layouts. It can be equipped with baffles, guards, anti-slip rubber and other accessories to effectively prevent material shifting and falling.
Suitable for various materials
Different modular belt structures such as flat top, perforated and ribbed can be selected according to material characteristics. It conveys regular items such as bottles, cans and boxes, as well as irregular materials such as fruits, vegetables and parts, widely used in food and beverage, pharmaceutical, electronics, logistics sorting and other industries.
Stable operation and easy maintenance
The conveyor runs smoothly and quietly, with precise speed control via a variable frequency motor. Damaged modules can be replaced individually without dismantling the whole belt, greatly reducing maintenance costs and downtime. Compared with traditional belt conveyors, it eliminates the risks of deviation and tearing.
Application Scenarios
Food and beverage industry: Bottle and can handling on beverage filling lines, boxed product sorting on food packaging lines, cleaning and drying conveying on fruit and vegetable processing lines, low-temperature material handling on frozen food production lines.
Pharmaceutical and daily chemical industry: Medicine box conveying on pharmaceutical sorting lines, bottle handling on cosmetic production lines, packing and conveying of toiletries.
Electronics and light industry: Sorting and conveying of electronic components, assembly line handling of small household appliance parts, packaging and conveying of daily necessities (tissues, stationery).
Logistics sorting industry: Parcel sorting in e-commerce warehouses, small item sorting in express transfer centers.
Chemical and building materials industry: Handling of light chemical raw materials (plastic pellets, paint buckets), conveying of small building materials (ceramic tile accessories, pipes).
Cold chain and fresh food industry: Low-temperature sorting and refrigerated handling of fresh products (meat, seafood, prepared dishes).
Tobacco processing industry: Conveying and sorting of cut tobacco, cigarette boxes and finished cigarettes.